Results Snapshot
Sales order, engineering BOM, purchasing, inventory, production work order, delivery, and foundational finance workflows went live within 8–10 weeks
Order-to-production handoff time decreased by 28%, helping sales, engineering, planning, and production confirm order status faster
Purchasing approval, inventory confirmation, and material readiness checks decreased by 40%, with the system reviewing inventory, open purchase orders, allocated stock, substitute materials, and WIP status together
Engineering changes, BOM versions, substitute material rules, and affected order alerts moved into system control, reducing incorrect assembly, rework, and delivery delay risk
Finished goods serial numbers were connected with original BOM configuration, production date, key component batches, delivered customer, and warranty information
Month-end operational data preparation time decreased by 45%, giving finance and leadership a more consistent foundation for cost review and operating analysis
One Change Moved the Whole Chain
The customer is a German industrial heat treatment and surface processing equipment manufacturer. Its products include industrial furnaces, cleaning systems, surface processing lines, control cabinets, conveyor modules, critical spare parts, and field service packages. It serves automotive component, precision manufacturing, metal processing, and industrial maintenance customers, where orders often involve more than shipping standard equipment.
Before the project, one industrial furnace order exposed the weakness in execution. After order confirmation, the customer changed the number of temperature zones and the control cabinet configuration. Engineering updated the BOM, but purchasing had already released orders for some critical components under the older version, and production was preparing to issue materials according to the original configuration.
The issue was eventually caught through manual communication, but engineering, purchasing, planning, and production spent significant time confirming which BOM version was effective, which purchase orders needed adjustment, and which work orders were affected. This type of situation is common in complex equipment manufacturing. An order is not passed from sales to production once; it continues to change as execution moves forward.

This Was Not Standard Equipment Manufacturing
The customer’s order model sits between standard equipment manufacturing and project-based production. Some equipment is configured from proven models, while other orders are adjusted for customer processes, temperature ranges, throughput requirements, control systems, installation space, and service scope. Spare parts and service work also depend heavily on the original equipment configuration after delivery.
The customer had systems and spreadsheets in place, but operating judgment was not connected in one chain. Sales knew customer configuration, engineering knew BOM versions, purchasing knew supplier timing, warehouse teams knew inventory, production knew work order status, and service teams needed manufacturing history after delivery. Each team’s information could be correct, but it was not always synchronized into one execution view.
This fragmentation became larger when orders changed. When a customer adjusted configuration, engineering updated drawings or BOMs, purchasing needed to understand whether released purchase orders were affected, production needed to know whether to pause material issue or switch versions, and service teams would later need to know what configuration was actually delivered. ERP had to make those changes recordable, visible, approvable, and traceable.
BOM Changes Had to Reach the Shop Floor
Engineering change was one of the highest-risk points for incorrect assembly and rework. During execution, customers may adjust control options, engineers may improve component selection, suppliers may face lead-time problems, and critical materials may need substitution. If these changes remain in emails, drawing versions, or department meetings, production can continue issuing materials and assembling equipment against outdated BOMs.
Industry Software ERP connected engineering changes, BOM versions, and affected objects. When engineering initiated a change, the system could identify which sales orders, production work orders, WIP items, inventory materials, and purchase orders might be affected. For orders already in production, teams could decide whether to consume existing material, switch to the new BOM, trigger approval, or notify purchasing and planning.
Substitute materials were managed in the same control logic. The system could record primary materials, approved substitutes, applicable conditions, engineering approval status, purchasing availability, and cost differences. Substitute materials stopped being informal exceptions and became controlled rules recognized by engineering, purchasing, planning, and production teams.
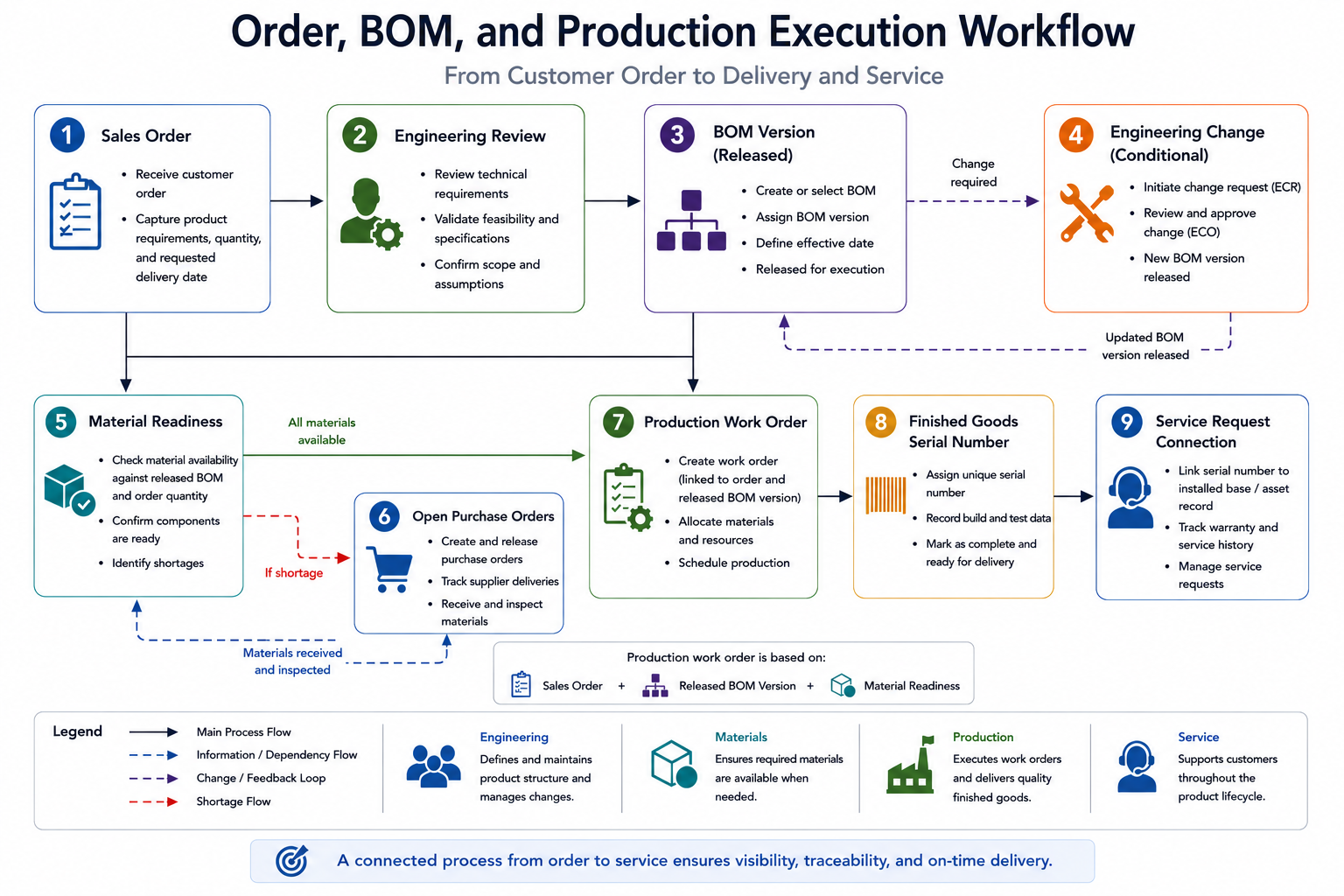
Material Readiness Needed the Whole Chain
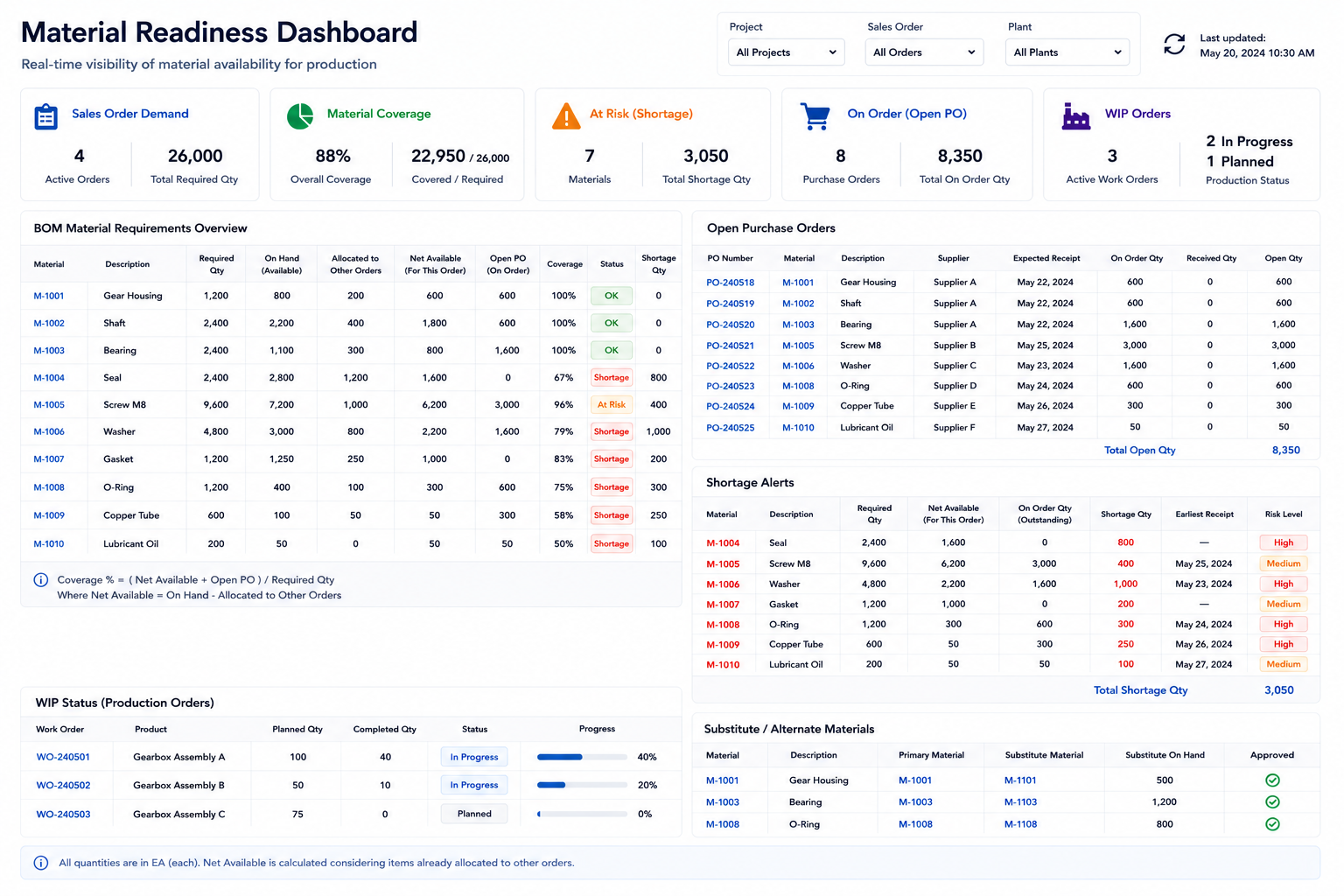
Material readiness in industrial equipment manufacturing cannot be judged by on-hand inventory alone. A critical component may be in stock but allocated to another high-priority order. Another item may be on an open purchase order but arriving later than the planned work order start. A missing component may have an approved substitute available under engineering rules.
Industry Software configured dynamic material readiness checks in the ERP. Based on sales order demand and BOM usage, the system reviewed inventory, open purchase orders, allocated stock, substitute material rules, and WIP status together. Planning teams could confirm whether a work order was ready faster, procurement could see shortages earlier, and production could reduce situations where a work order was released before critical materials were truly available.
This readiness logic also supported priority changes. When an urgent customer order appeared, managers could see which materials were allocated to other orders, which purchase orders could still meet the required date, and which approved substitutes could be used. Production decisions became based on shared material facts instead of temporary department-level discussions.
Serial Numbers Connected Service
After delivery, industrial equipment service depends on manufacturing data. A finished goods serial number should connect not only to a factory number, but also to original BOM configuration, key component batches, production date, inspection records, delivered customer, installation site, and warranty period. Without that chain, service teams must ask production, warehouse, and engineering to reconstruct equipment history when a customer reports an issue.
After ERP go-live, finished equipment could be linked with production work orders, BOM versions, key material batches, inspection results, delivery records, and customer information through serial numbers. When a customer submitted a service request, service users could search by serial number and quickly review equipment configuration, production date, key component sources, and warranty status. Service response no longer began with rebuilding the equipment history.
This serial-number chain also supported quality analysis. If a specific component batch carried quality risk, management could trace potentially affected equipment by serial number instead of manually filtering delivery records. ERP therefore became more than an order and production system; it became the traceability foundation across manufacturing, quality, delivery, and service.
Customized Around Execution Rules
Industry Software’s ERP projects are not delivered as generic module stacks. From the start, the system was configured around the customer’s order execution model, engineering change rules, BOM structures, purchasing workflow, material readiness logic, serial number traceability, and service response needs. The customer did not have to adapt to a fixed template; its manufacturing flow was translated into executable, approvable, and traceable system rules.
Customization focused on key operating decisions. Which orders required engineering review, which BOM changes affected released work orders, which substitute materials could be used directly, which materials required additional approval, and which finished equipment needed serial number and warranty binding all became system rules. Decisions that previously depended on experience and department-level coordination were converted into alerts, approvals, and status logic.
This approach also left room for future expansion. When the customer adds product lines, changes BOM structures, adjusts service packages, expands serial number traceability, or adds quality records, it does not need another disconnected tool. ERP can expand on the original execution logic while manufacturing, delivery, and service remain connected.
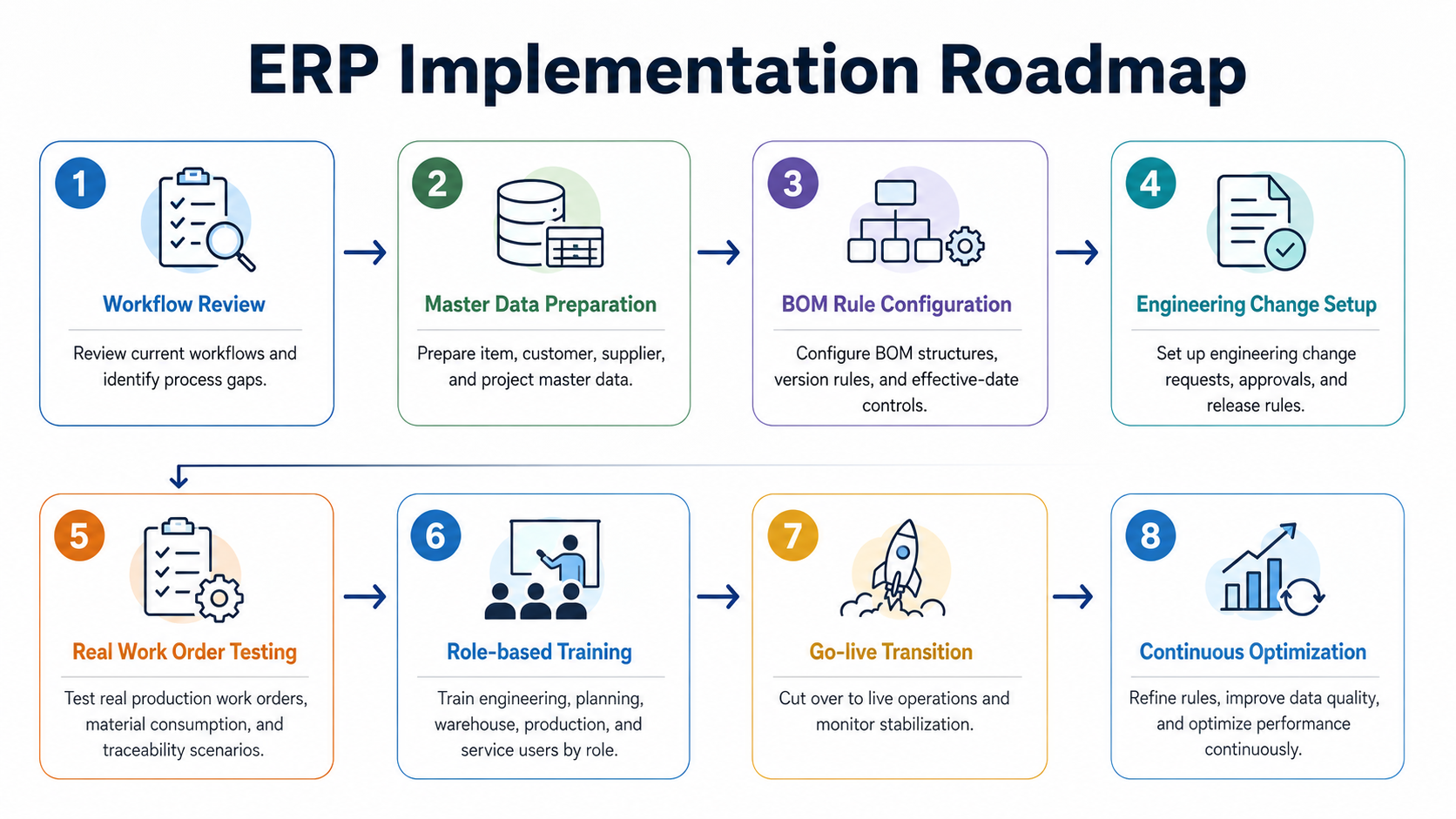
Start with High-Frequency Orders
The project did not begin by trying to perfect every historical record and every workflow. The customer had large volumes of items, BOMs, substitute materials, service records, and historical orders, including legacy models, inactive components, inconsistent item names, and incomplete warranty fields. Pursuing full cleanup at the start would have slowed the project and delayed operational value.
Industry Software and the customer selected the first phase carefully. The scope included high-frequency equipment orders, core BOMs, key suppliers, common substitutes, major inventory statuses, foundational cost fields, and the most frequently used serial number information for service. Low-frequency historical data stayed in basic records and could be enriched later based on business value.
This helped the system enter real manufacturing rhythm sooner. Sales and engineering built a shared handoff on high-frequency orders first, purchasing and production used material readiness checks on critical items first, and service teams began searching common equipment histories by serial number first. Early value came from connecting the areas most likely to affect order execution.
Go-Live Followed Real Work Orders
Implementation testing was built around real manufacturing scenarios rather than isolated functions. The project team selected standard equipment orders, customized equipment orders, shortage orders, engineering change orders, substitute material orders, and customer service requests for end-to-end testing. Each scenario started with a sales order and moved through engineering review, BOM confirmation, purchasing requirements, inventory allocation, work order release, serial number binding, and service lookup.
Testing revealed issues that daily coordination had previously hidden. Some items had duplicate codes, some BOM versions lacked effective dates, some substitute materials had no approval basis, some warranty fields were incomplete, and some permission rules did not match actual responsibilities. The project team addressed the issues with the highest impact on order execution, material readiness, and service traceability first.
Core workflows went live within 8–10 weeks. The first phase stabilized sales orders, BOMs, purchasing and inventory, production work orders, and foundational finance data. The second phase expanded engineering changes, dynamic material readiness checks, serial number traceability, quality records, and service workflows, followed by adjustments to fields, permissions, approvals, readiness rules, and reporting views.
Teams Started Working to the Same Rhythm
Training was organized around each role’s daily actions. Sales teams focused on order creation, customer configuration, delivery status, and affected order alerts. Engineering teams focused on BOM versions, engineering changes, and substitute material approvals. Purchasing, warehouse, and production teams focused on readiness checks, material allocation, work order execution, WIP status, and exception feedback, while service users focused on serial number lookup, equipment history, and warranty status.
After go-live, some users still preferred email, spreadsheets, and personal experience for moving orders forward. The Industry Software implementation team used real orders and service requests to show why system records mattered. Sales could see whether an order had completed engineering review, engineering could see which work orders were affected by a BOM change, procurement could see which shortages needed priority, and service could retrieve equipment history by serial number.
The customer also started formalizing internal process ownership. Sales no longer focused only on order entry, engineering no longer maintained drawings alone, production no longer waited only for material issue instructions, and service no longer kept issue history separately. Each team’s ERP activity started shaping how the next team could judge the following step.
The Change Appeared in Delivery Execution
An operational review conducted 8–12 weeks after go-live showed that order-to-production handoff time decreased by 28%. Once sales orders entered the system, engineering review, BOM checks, material readiness assessment, purchasing needs, and production work orders could move through one flow, reducing repeated cross-department follow-up. For customized equipment orders, this connection helped teams identify configuration changes, material gaps, and delivery risks earlier.
Purchasing approval, inventory confirmation, and material readiness check time decreased by 40%. The system compared sales order demand with inventory, open purchase orders, allocated materials, substitute materials, and WIP status, helping planning teams confirm whether an order was ready for production. For shortage orders, procurement and production teams could see gaps earlier instead of discovering unavailable critical materials after work order release.
Engineering changes and substitute materials became more controlled. When engineering initiated a BOM change, the system could flag affected sales orders, production work orders, WIP, and inventory materials. Planning and production teams could decide earlier whether to switch BOM versions, adjust material issue plans, or consume existing inventory, reducing incorrect assembly and rework risk caused by delayed communication.
Service response gained a more complete data foundation. Service users could search finished goods serial numbers to view original BOM configuration, production date, key component batches, inspection records, delivered customer, and warranty period. When customers reported issues, service teams no longer had to rebuild equipment history across multiple departments before assessing warranty responsibility, spare parts needs, or potential quality links.
Month-end operational data preparation time decreased by 45%. Purchasing costs, inventory movements, production work orders, delivery status, service records, and cost centers became more clearly connected in the system, reducing the need for finance teams to collect basic data repeatedly from multiple departments. Management could also review order execution, inventory pressure, purchasing progress, engineering change impact, and cost movement faster.
Long-Term Value Came from Order Discipline
The long-term value of ERP is not only shorter handoff time. For industrial equipment manufacturers, what matters is turning repeated order execution experience into analyzable, manageable, and traceable operating data. Why engineering changes happen frequently, which substitutes are used most often, which critical components affect production start, and which BOM versions create service issues all require a stable data foundation.
As data accumulates, the customer can further analyze inventory turnover, substitute material use, BOM change impact, quality issue batches, service cost, and order profitability. More reliable readiness checks can reduce production waiting, clearer engineering change control can reduce incorrect assembly and rework, and stronger serial number traceability can reduce time spent reconstructing equipment history. These returns become more visible as order, BOM, production, quality, and service data continue to build.
Industry Software helped the customer build more than a back-office entry system. It created an operating foundation connecting sales, engineering, purchasing, inventory, production, quality, service, and finance. It kept complex orders controllable as they changed, allowed manufacturing information to carry into after-sales service, and gave leadership a clearer view of cost, quality, and service improvement opportunities.
Client Quote
“Before ERP, when a customer changed configuration after order confirmation, engineering updated the BOM, but production and purchasing still had to manually confirm which work orders were affected. In service cases, teams often searched production records, component batches, and delivery documents to understand equipment history. Now the system flags affected orders, shows readiness status, and lets service users search by serial number to view BOM configuration, key component batches, and warranty status, which has reduced a lot of repeated confirmation.”