Results Snapshot
Critical material availability confirmation time decreased by 38%, reducing repeated checks across planning, procurement, warehouse, and production teams
Line waiting events caused by material shortages decreased by 22% within 10–14 weeks after go-live
Emergency purchasing and expedited freight requests decreased by 34%, as procurement teams identified true shortages and supplier delay risks earlier
Production schedule change impact analysis time decreased by 35%, helping teams understand which materials, suppliers, and lines were affected by order changes
Procurement, planning, and production teams began using one shortage view for daily coordination, reducing repeated follow-up and cross-team clarification
The Last Box of Clips
The customer is a Mexico-based automotive interior components manufacturer. Its products include door panel subassemblies, seat trim components, dashboard brackets, plastic clips, foam parts, and small assembly kits. The company serves North American OEMs and Tier 1 automotive suppliers, with production rhythm shaped by customer forecasts, short-term order changes, supplier lead times, imported material arrivals, and assembly line takt time.
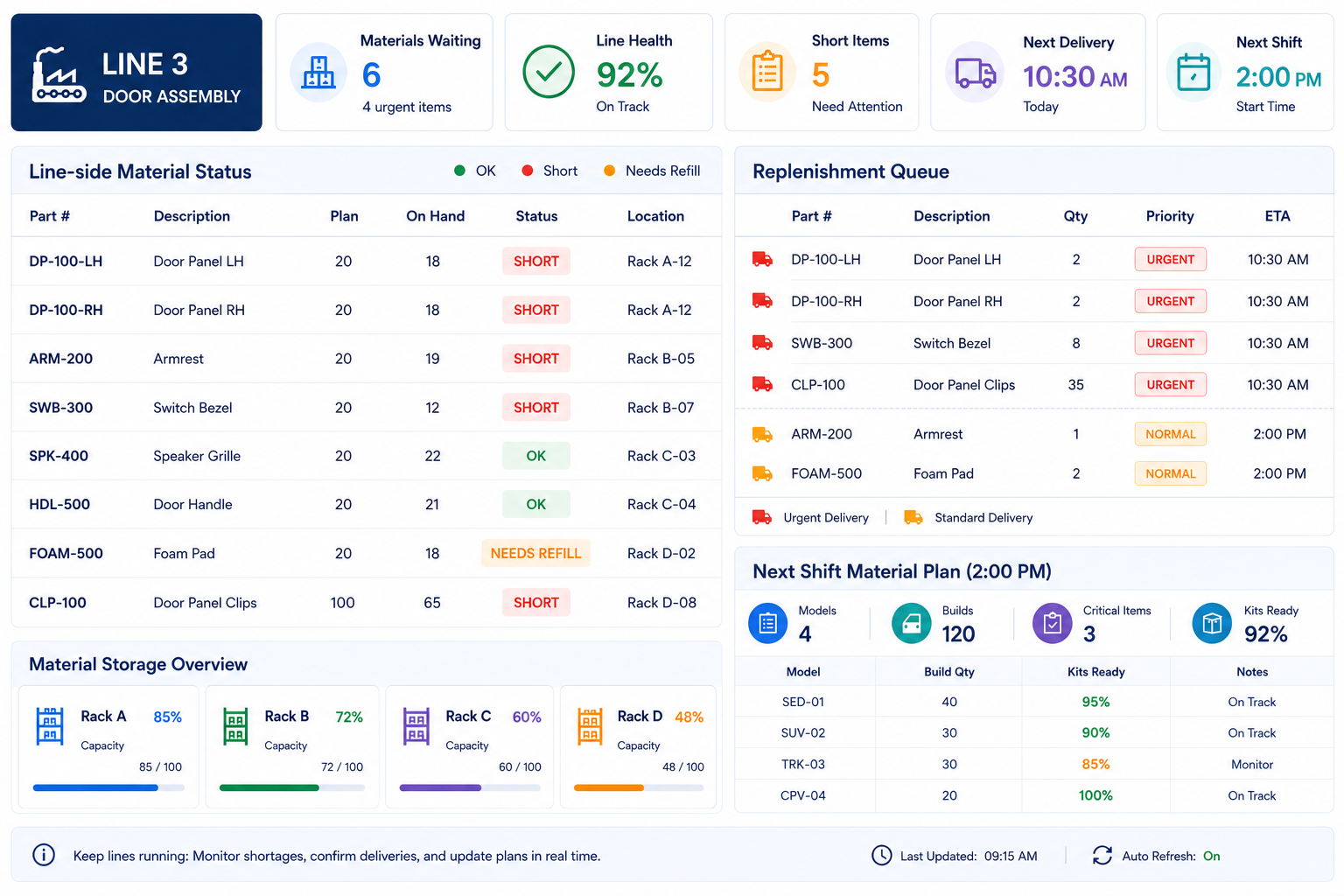
Before the project, one door panel subassembly line discovered before the afternoon shift that plastic clips were short. The system showed enough main components and foam parts, and purchasing knew another batch of clips was on the way, but planners did not see early enough that the late arrival would affect specific work orders that day. Production changed the sequence, purchasing chased the supplier, the warehouse rechecked stock, and supervisors waited for a new schedule instruction.
The event did not create a major shutdown, but it exposed a more common problem. Materials planning was not simply a question of whether inventory existed. Production stability depended on whether demand changes, BOM usage, inventory, reservations, open purchase orders, supplier lead times, and schedule priorities could be connected before a shortage reached the line.
Schedules Changed Faster Than Materials
The customer handled the gap between customer forecasts and actual orders every day. One vehicle program might suddenly increase demand for a specific interior color, while another customer might delay a batch of assemblies. Planners had to rearrange production around limited capacity and limited material, but material arrivals, supplier commitments, and line-side preparation did not always change at the same speed as the schedule.
Previously, planners checked several places to understand whether materials were available. BOM data lived in one source, inventory came from warehouse records, open purchase orders were maintained by procurement, supplier lead-time updates appeared in emails or purchasing notes, and line priorities were updated in daily production meetings. Each source could be accurate on its own, but they did not form one executable view of material availability.
This gap meant teams often started asking questions after the shortage appeared. Procurement wanted to know whether the shortage was real, production wanted to know whether to change sequence or switch lines, the warehouse wanted to confirm whether substitute lots existed, and planning had to decide which customer order came first. The meeting often began by rebuilding the facts.
Demand Moved into Execution Dates
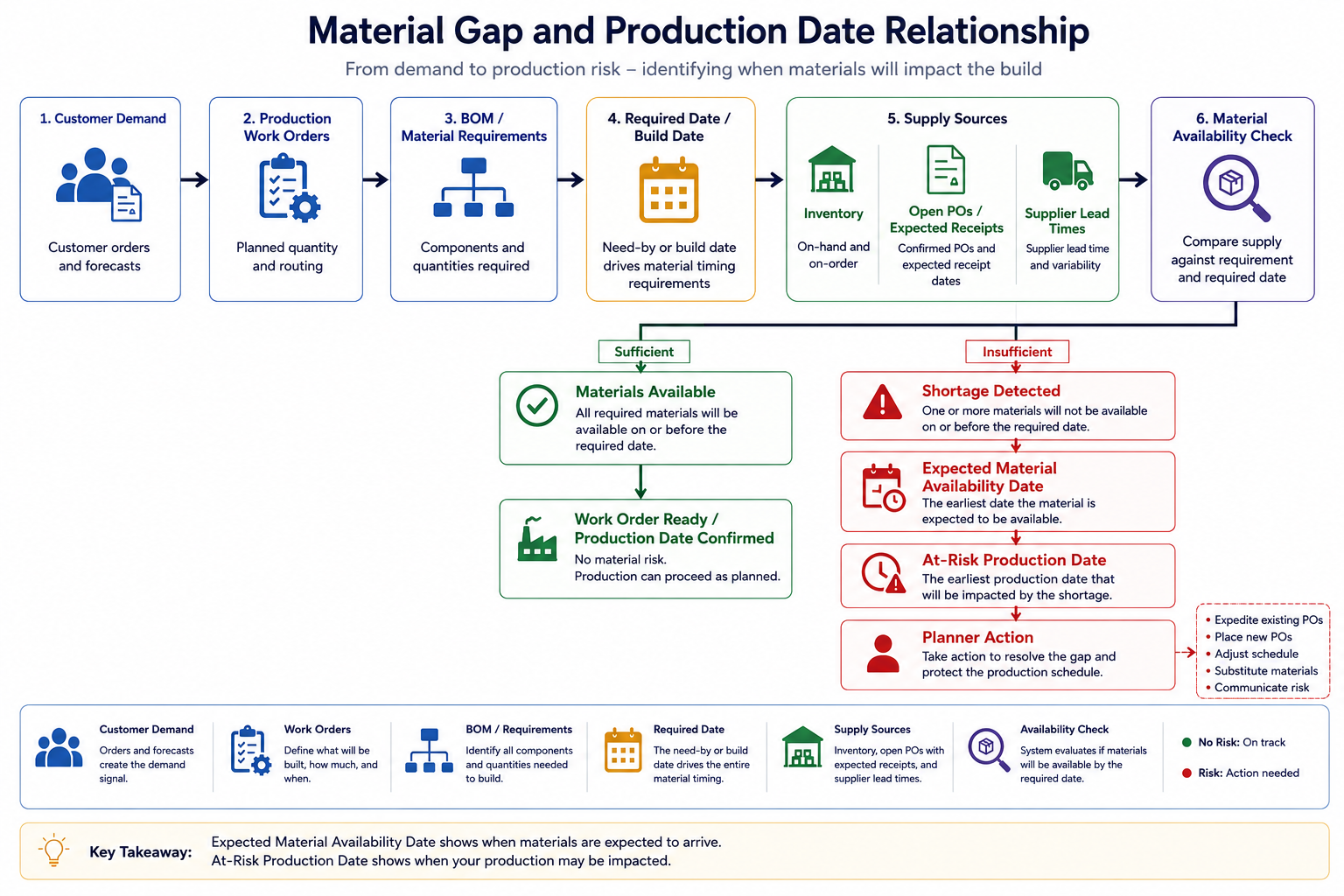
Industry Software and the customer team broke material planning logic down to the execution level. The system connected customer demand, production work orders, BOM usage, on-hand inventory, reserved inventory, open purchase orders, supplier lead times, minimum stock, and line-side requirement dates. Planners no longer saw only future total demand; they could see whether a specific date, line, and order had the materials needed to start.
Material gaps became visible earlier. The system could show when a material would become short and whether the gap came from increased demand, supplier delay, inventory already reserved for another order, or a BOM usage change. Planning teams could then decide whether to adjust the schedule, push a supplier, look for a substitute, or reallocate available stock.
For production teams, executability mattered most. Schedules no longer reflected only capacity and customer priority; they also showed critical material availability. Supervisors could see which work orders carried material risk before the line was ready to start, preventing the last-minute discovery that a small component had not arrived.
Procurement Needed the Source of the Gap
Procurement teams often received urgent messages saying a material was short, but those messages lacked context. A shortage might come from a demand increase, a delayed purchase order, inventory reserved for another work order, supplier lead-time updates that had not reached planning, or a schedule change that pulled demand forward. If procurement saw only a shortage quantity, it was hard to know whether to push the supplier, change an order, expedite freight, or confirm demand with planning.
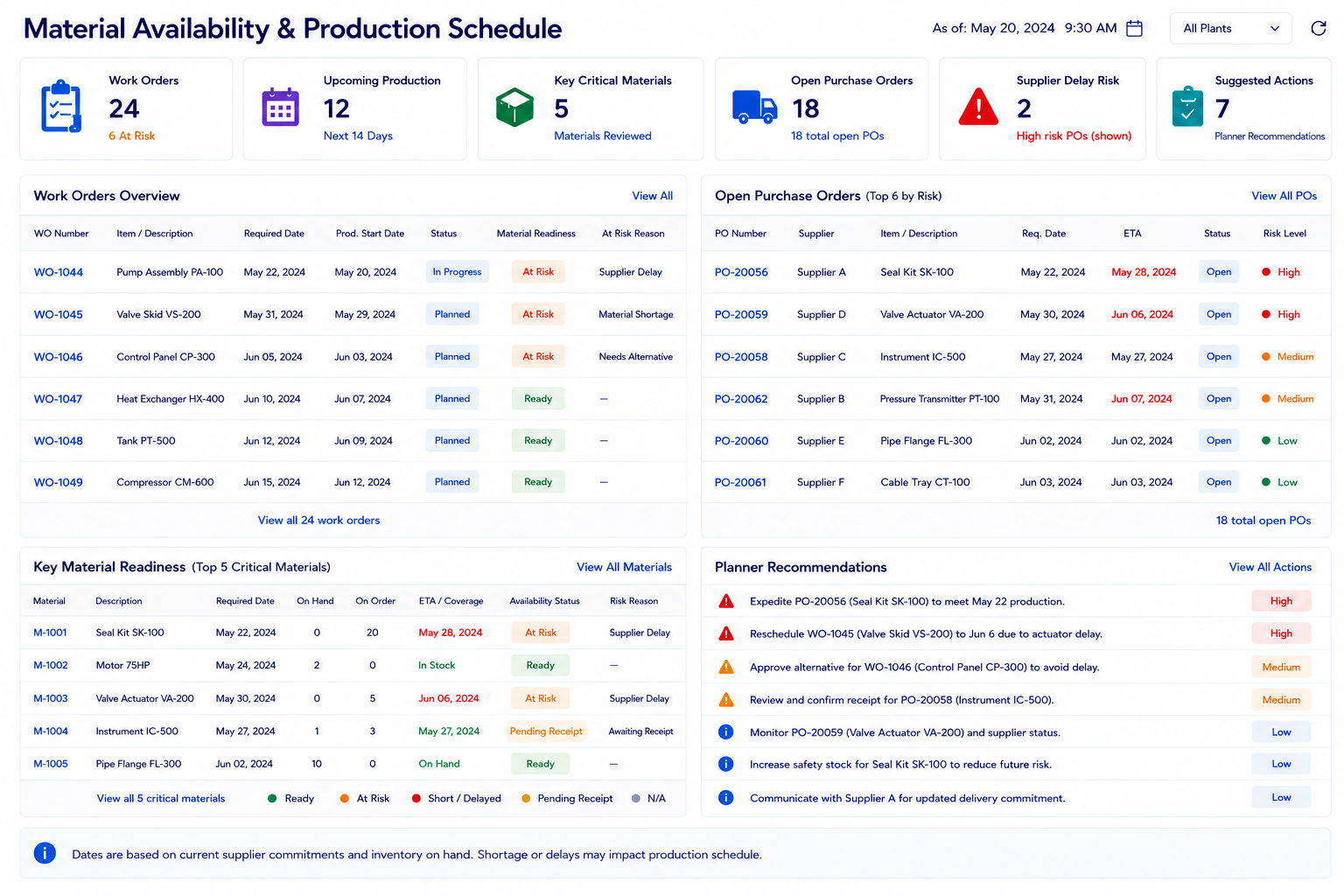
Materials Planning Software placed shortage causes into the procurement view. Buyers could see the related work order, customer order, requirement date, current inventory, open purchase orders, supplier promise date, and suggested action. For true delivery risks, procurement could contact suppliers earlier; for incoming purchases arriving later than the production date, the system highlighted the timing gap; for demand changes, planning and procurement could align on priority.
This reduced reactive expediting. Procurement no longer responded only when production escalated. Long-lead items, imported materials, customer-critical orders, and low-substitution components received earlier attention, while lower-risk gaps could be handled through schedule adjustment or stock allocation.
Schedules Needed Material Confidence
Production scheduling had usually centered on capacity, customer priority, and delivery date. The problem was that a schedule without reliable material availability could look reasonable but remain difficult to execute. A work order might be missing only one low-value clip, but for the line, that shortage could cause waiting, resequencing, or batch splitting.
Industry Software added material confidence into the scheduling view. Planning teams could see whether key materials were complete for each work order, which items carried supply risk, and which supplier lead times might affect start dates. The system did not replace planner judgment, but it brought hidden material risk into the scheduling discussion earlier.
Production meetings became more useful. Previously, planning might propose an order, procurement might warn that the material could miss the date, and production might explain the cost of changing the line, forcing teams to check data during the meeting. With one shortage and risk list, teams could discuss which orders to run first, which materials required escalation, and which schedules could move.
Long-Lead Items Could Not Depend on Chasing
Some of the customer’s materials came from cross-border suppliers, with lead times affected by transport, order quantities, supplier capacity, and customer forecast changes. For these materials, discovering a shortage a few days before production left little room to recover. Expedited freight could solve a few cases, but relying on it created cost pressure and kept procurement in a reactive position.
The system provided earlier risk signals for long-lead and low-substitution materials. Planning teams could review risks by supply cycle, material importance, customer order priority, and inventory coverage days. Procurement teams could see which materials required earlier supplier confirmation, which purchase orders needed follow-up, and which demand changes exceeded current supply plans.
This shifted the team from chasing materials to managing supply risk. Procurement could contact suppliers more selectively, planning could assess schedule options earlier, and leadership could see which customer orders were affected by critical materials. Materials planning became more than demand calculation; it brought supply constraints into production decisions.
Customized Around Automotive Assembly
Industry Software’s Materials Planning Software projects are not delivered as generic planning templates. From the start, the system was configured around the customer’s product structure, BOM levels, supplier lead times, line-side supply model, and customer delivery rhythm. Rules covered critical materials, substitutes, minimum stock, purchasing lead time, production priority, customer order impact, and supplier risk level.
This customized approach mattered for an automotive assembly manufacturer. Material categories behave differently: low-cost high-frequency items require consumption and line-side replenishment visibility, high-value custom items require order linkage and supplier commitment tracking, and packaging materials or labels can affect final shipment. A single planning rule cannot handle these differences, so different material categories needed different risk logic.
Business teams also needed to maintain the rules over time. Planning, procurement, and production managers could adjust safety stock, lead times, risk thresholds, and shortage alerts based on supplier performance, demand changes, and actual consumption. The system became not a fixed model from go-live, but a materials planning platform that could continue to evolve with the supply chain.
Start with the Materials Most Likely to Stop the Line
The project did not begin with every material at once. The customer had a large item base that included stable standard components, low-frequency project materials, and legacy item numbers. Trying to perfect every material rule at the start would have slowed the project and delayed frontline value.
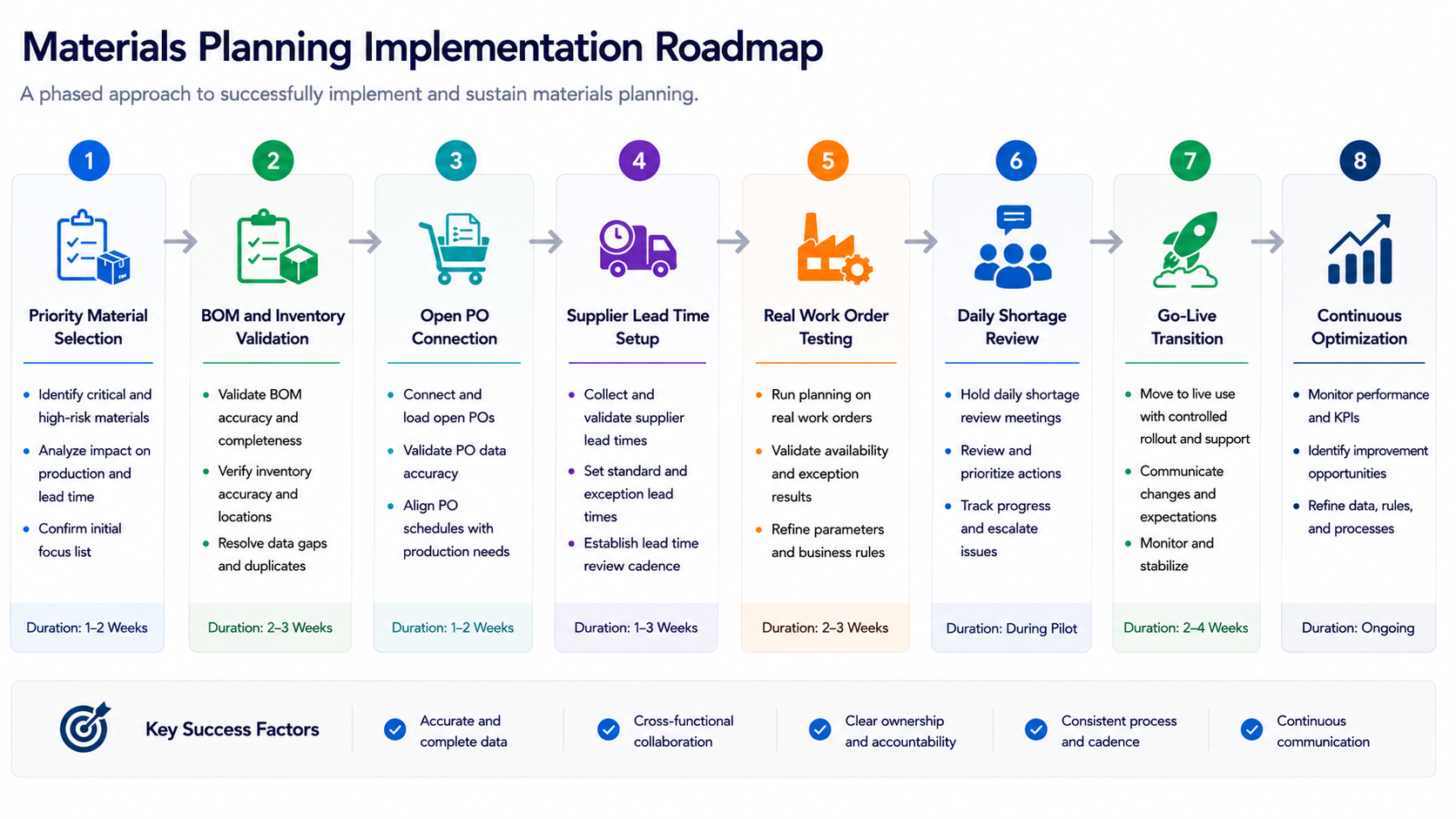
Industry Software and the customer selected the first group of priority materials. The scope included high-consumption items, long-lead imported materials, components tied to customer-critical orders, low-substitution assembly items, and materials that had frequently caused expediting or line resequencing. Lower-risk items remained in basic records and could be refined later based on usage frequency and shortage impact.
This choice moved the system into daily planning faster. Planners first saw shortages on materials most likely to affect the line, procurement first managed the supply risks most likely to affect delivery, and production first gained readiness visibility for the most critical work orders. Value began with real line-stop risk rather than a perfect but hard-to-use item master.
One Shortage View Became a Daily Rhythm
Before go-live, the project team tested materials planning logic with real work orders. Scenarios included customer orders pulled forward, supplier lead-time delays, BOM usage changes, inventory reserved for another work order, long-lead item shortages, and line-side replenishment gaps. These tests revealed inaccurate lead times, incomplete substitute rules, and purchasing notes that had not been visible in planning.
Core workflows went live within 7–9 weeks. After go-live, planning, procurement, warehouse, and production teams began using one material shortage view for daily stand-ups. The meeting focus shifted from checking the data to deciding shortage causes, ownership actions, and production impact.
Industry Software continued refining fields, alert conditions, material categories, and dashboard views based on user feedback. Some high-frequency items received earlier consumption alerts, some long-lead items were assigned higher risk priority, and customer-critical orders received clearer impact indicators. The system gradually became not only a planning tool, but a coordination rhythm for procurement and production.
Less Waiting Reduced Hidden Cost
An operational review conducted 10–14 weeks after go-live showed that critical material availability confirmation time decreased by 38%. Planners could view requirement dates, inventory, reservations, open purchase orders, and supplier commitments directly instead of confirming the same material across several teams. Procurement and production also discussed the same shortage list, reducing repeated explanations.
Line waiting events caused by material shortages decreased by 22%. This did not mean every supply risk disappeared, but the team identified gaps earlier and acted sooner. Some issues were solved through earlier supplier confirmation, some through schedule adjustment, and some through stock reallocation.
Emergency purchasing and expedited freight requests decreased by 34%. Procurement could see long-lead materials, customer-critical orders, and supplier delay risks earlier instead of chasing materials shortly before line start. Production schedule change impact analysis time also decreased by 35%, helping planners understand which materials, suppliers, and production dates would be affected by an order change.
More importantly, materials planning began to affect cost and management quality. Less line waiting meant more stable shift execution, fewer expedited shipments meant more controlled procurement spend, and clearer shortage causes reduced cross-department blame. Materials planning shifted from asking who would chase parts to deciding who would address which supply risk and when.
Materials Planning Became a Coordination Capability
The long-term value of Materials Planning Software is not only fewer shortages. For automotive assembly manufacturers, materials planning connects customer demand, supplier commitments, production rhythm, and inventory investment. The earlier planning sees risk, the more proactive procurement becomes; the more transparent procurement is, the more stable production becomes; the less production waits, the more controlled customer delivery becomes.
As data accumulates, the customer can analyze which suppliers most often affect start dates, which materials most often cause schedule changes, and which customer demand fluctuations create the most purchasing pressure. Leadership can also review shortage trends by material category, supplier, customer program, and production line. Materials planning becomes a data foundation for supply chain improvement, not only a short-term coordination tool.
Industry Software helped the customer build more than a static shortage list. It created a materials coordination system around demand, procurement, inventory, and production execution. It made gaps visible earlier, ownership clearer, and procurement and production aligned around the same facts. For assembly manufacturers, the key to reducing waiting time is not only buying faster; it is knowing earlier what will wait, why it will wait, and who should act first.
Client Quote
“What used to be most frustrating was not always a major component. It was finding out right before line start that a small clip, label, or packaging material was missing. Purchasing would say the order was placed, the warehouse would say available stock had been reserved for another work order, and production had to wait for a new plan. Now shortages appear by work order and date, and we can see whether the issue comes from supplier delay, inventory reservation, or demand change, so the response is no longer just last-minute expediting.”